
Industrial Automation Solutions: Benefits for Manufacturers
Industrial Automation Solutions: Benefits for Manufacturers

Key Highlights
- Industrial automation uses connected machines and software to improve the manufacturing process with less manual effort. Some of the leading companies in industrial automation solutions include Siemens, Rockwell Automation, ABB, Schneider Electric, and Mitsubishi Electric, all of which are recognized for their innovative products and technologies in the field. Modern automation solutions help raise product quality by reducing variation, fatigue, and avoidable mistakes.
- Modern automation solutions help raise product quality by reducing variation, fatigue, and avoidable mistakes.
- Industrial robots handle repetitive work with steady precision across busy production environments.
- Real-time monitoring supports predictive maintenance, helping teams catch issues before they stop output.
- Manufacturers also gain better safety, stronger efficiency, and easier scaling as demand changes.
- Different technologies fit different needs, from fixed systems to flexible automation.
Introduction
Industrial automation means using computer-guided machines, software, and control systems to run a manufacturing process with limited human involvement. Sensors track what is happening, controllers process that information, and machines respond in real time. That feedback loop is what makes Industrial Automation Solutions work. Instead of relying on constant manual action, your operation can automate movement, inspection, and other tasks while your team focuses on oversight, planning, and improvement. That foundation sets up the biggest gains for manufacturers.
Key Benefits of Industrial Automation Solutions for Manufacturers
For manufacturers, the benefits of Industrial Automation Solutions show up where pressure is highest: output, quality, cost, safety, and uptime. Automation solutions can keep equipment running longer, reduce waste, and improve consistency across production processes.
Just as important, they help manufacturers respond to labor shortages and changing demand without adding the same level of manual labor. With the right setup, you can improve performance across the plant while gaining better visibility into what is happening on the floor. The sections below break down those advantages clearly.
1. Increased Productivity and Throughput
One of the clearest results of automation technology is increased productivity. Automated equipment can run day and night, which helps plants maintain output beyond normal shift limits. If your goal is higher throughput, this matters. You are not depending on the same stop-and-start rhythm that often affects manual operations.
Another advantage comes from how systems handle repetitive tasks. Jobs such as assembly, transfer, filling, or positioning can be completed faster and with fewer slowdowns. On production lines, that means less waiting between stages and fewer bottlenecks that hold back the next step in the process.
You also gain efficiency because machines do not fatigue the way people do. While plants still need maintenance, automation supports more consistent operating time across the year. In practical terms, industrial automation solutions improve productivity by speeding up routine work, reducing interruptions, and helping your facility produce more without scaling human labor at the same rate.
2. Enhanced Product Quality and Consistency
Quality problems often start with inconsistency. A manual step may be done well once, then slightly differently the next time. Automation reduces that variation. When industrial robots and other systems repeat the same movement with high precision, product quality becomes far more stable across every shift.
That consistency strengthens quality control. Automated inspection and monitoring can check parts and process conditions in real time, which helps teams spot deviations early. Instead of waiting until the end of a run, your operation can respond while the work is still moving through the line.
Manufacturers should look for an automation system that supports real-time visibility, accurate sensing, and repeatable performance. Those features matter because they help maintain the same standard from one unit to the next. In industries where small errors can affect output, automation turns quality from a goal into a controlled, measurable result.
3. Reduced Operational Costs
Industrial Automation Solutions often requires a large upfront investment, but the long-term financial case is strong. One reason is direct cost savings. As an automation system takes over more routine work, the business reduces ongoing dependence on manual labor for every hour of production.
Costs can drop in other ways too. Automated equipment supports better operational efficiency, which helps reduce scrap, improve cycle times, and increase throughput. When processes run with fewer disruptions, you spend less dealing with delays, rework, and unnecessary material loss.
Maintenance expenses can also be more predictable. Machines still need service, yet automation systems do not typically fail from fatigue or inconsistency. If an issue appears, trained engineers can address it. For many manufacturers, the result is a lower running cost over time and a more stable path to profitability, especially when output needs keep rising.
4. Improved Workplace Safety
Safety is a major reason many companies automate. In demanding industrial processes, some tasks expose workers to heat, moving equipment, heavy loads, or other hazards. Automation can shift those duties away from people and into controlled systems designed for those environments.
That change lowers the chance of human errors during dangerous activities. It also reduces the amount of direct human intervention needed in areas where a mistake can quickly turn into an injury. In warehouses and production settings, this can mean fewer accidents tied to lifting, transport, or repeated exposure to risky conditions.
A safer floor benefits your business and your team. Workers can move into supervisory, technical, or support roles instead of staying in the most hazardous parts of production. For manufacturers, improved workplace safety is not just a compliance issue. It is a practical gain that supports better morale, fewer disruptions, and stronger long-term operations.
5. Greater Resource Efficiency
Efficiency is not only about labor. It is also about how well you use materials, time, and energy. Industrial Automation Solutions help improve resource efficiency by controlling production steps more precisely. When each action is measured and repeated accurately, there is less waste built into the system.
That matters for raw materials. Process automation can regulate flow, timing, and handling so materials are used more effectively across the line. If your operation deals with filling, cutting, assembly, or packaging, even small improvements can add up to meaningful savings over time.
Better data supports smarter decisions as well. Automated data collection gives you clearer information about what is happening on the floor, which helps identify waste and improve processes. Instead of guessing where losses occur, you can act on facts. For manufacturers focused on margins and sustainability, stronger material control is a direct and valuable benefit.
6. Minimized Downtime and Maintenance
Unplanned stops can drain output fast. Industrial Automation Solutions helps with minimized downtime by keeping machines monitored continuously instead of relying only on periodic checks. When systems track conditions in real time, problems can be spotted earlier and addressed before they create a shutdown.
This is where predictive maintenance becomes useful. By reviewing process data, teams can identify signs of wear or performance changes before equipment fails. That gives you a chance to schedule service at the right moment rather than reacting after production has already been interrupted.
The payoff is practical. You protect throughput, avoid emergency repairs, and extend equipment life. In a busy plant, even a short stoppage can create ripple effects across multiple stages of production. Automation reduces that risk by turning maintenance into a planned activity supported by data, not guesswork or late response.
7. Scalability and Flexibility in Production
Not every manufacturer needs the same level of changeability. Some run steady, high-volume lines. Others switch between models, sizes, or custom orders. That is why scalability matters. With the right setup, Industrial Automation Solutions can support growth without requiring the same expansion in staffing or floor effort.
Flexible automation is especially useful when production processes change often. Unlike fixed systems built for one narrow job, flexible automation can adapt more quickly to different products or new workflow needs. This makes it a good fit for operations that need faster changeovers and more responsiveness.
Factory automation differs by focusing on the needs of the plant floor itself, from machines and material flow to line coordination. In settings with batch production, programmable and flexible systems let you shift between runs with less disruption. That helps manufacturers stay efficient while meeting changing market demand and customer expectations.
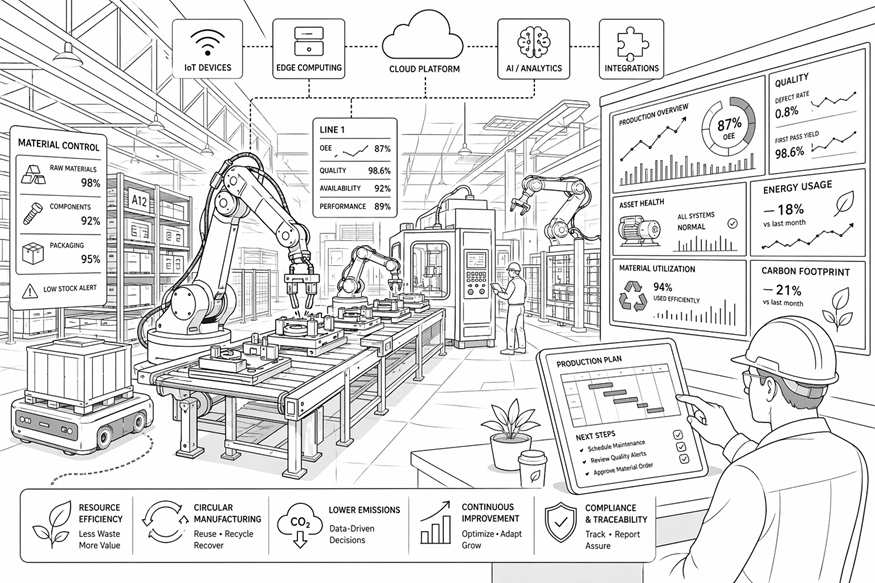
8. Real-time Data Monitoring and Analytics
You cannot improve what you cannot see clearly. Real-time data monitoring gives manufacturers a live view of how equipment and lines are performing. That includes output, status, and changing conditions across the floor. When problems appear, teams can respond faster and make better decisions.
The internet of things plays a key role here. Connected sensors and devices collect process data from machines, material handling systems, and other assets. This creates a more complete picture of the production environment and helps tie separate steps together into one visible system.
When evaluating an automation system, look for strong data monitoring, connected devices, and useful operator views. Those features help you track performance, improve quality, and reduce waste. They also support better planning because your decisions come from current plant information, not delayed reports. In modern manufacturing, that visibility is a serious competitive advantage.
Common Types of Industrial Automation Technologies
Manufacturers can choose from several types of industrial automation based on volume, product variation, and process needs. The main categories are fixed, programmable, flexible, and integrated systems. Each one fits a different production model, from mass production to fast-changing batch work.
At the technology level, an industrial automation system may combine robotics, programmable logic controllers, sensors, networks, and software. These tools work together to control equipment, collect data, and guide decisions. The next sections cover common automation technology used across industrial applications.
Robotics and Robotic Process Automation (RPA)
Industrial robots are one of the best-known examples of factory automation. You see them in automotive plants, electronics assembly, packaging, and material handling. They are used for welding, painting, placing components, and moving goods. These are jobs that demand speed, precision, and repeatability.
Robotic automation is especially useful for repetitive tasks. Robots do not tire, and they can maintain the same performance level over long runs. That makes them valuable when your goal is steady throughput and consistent output. In many facilities, they also reduce the burden on human operators by taking on the most physically demanding work.
Common systems include robotic arms, automated guided vehicles, and autonomous mobile robots in warehouses and production environments. These technologies do not remove the need for people. Instead, they shift workers toward monitoring, programming, and exception handling, where human judgment adds more value.
Programmable Logic Controllers (PLCs)
Programmable logic controllers, or PLCs, are core parts of many control systems in manufacturing. They receive signals from sensors, process that information, and send commands to equipment. In simple terms, they act as decision-making units that help machines respond correctly during operation.
These devices are central to process automation because they can be programmed for different tasks and adjusted as needs change. That makes them useful in industries with shifting product requirements or batch runs. From conveyors to filling lines, PLCs help keep equipment coordinated and responsive.
Manufacturers often rely on PLC-based automation solutions because they support dependable control without unnecessary complexity. They are commonly used with industrial control systems, communication networks, and operator interfaces to manage production. If you are thinking about examples of widely used factory systems, PLCs belong near the top of the list for their flexibility and broad use.
Industrial Internet of Things (IIoT) and Smart Sensors
The Industrial Internet of Things connects machines, sensors, and software so they can share information across the operation. In practical use, internet of things tools give your team better visibility into equipment condition, output, and changing plant conditions without relying on manual checks alone.
IoT devices and smart sensors are important because they gather process data continuously. That data supports monitoring, maintenance planning, and performance improvement. Instead of waiting for a report after the fact, you can see trends while production is running and react sooner when something changes.
These tools are a major part of smart factories and integrated automation. They help separate machines work as a connected system rather than isolated assets. For manufacturers exploring new technologies, IIoT offers a path to stronger control, faster insight, and more informed decisions across daily operations.
Leading Industrial Automation Solution Providers in the United States
The industrial automation industry includes many providers, but the right choice depends on your goals, budget, and production environment. Some companies focus on robotics, some on software and controls, and others on integrated automation solutions that connect the full operation.
Instead of looking only for the biggest name, focus on fit. A strong automation system provider should understand your process, support long-term performance, and help you scale with confidence. The overview below highlights common provider categories and what to evaluate before making a decision.
Overview of Top Automation Companies
In the United States, leading automation companies are usually recognized for strength in controls, robotics, industrial software, connected systems, or full plant integration. The compiled information does not name specific firms, but it does show the main solution areas that top providers typically cover for manufacturers.
Here is a simple text table that maps common provider focus areas to what they usually offer in an automation system:
| Provider focus area | Typical automation solutions offered |
|---|---|
| Robotics specialists | Industrial robots for welding, painting, assembly, and material handling |
| Controls providers | PLC-based control systems, industrial control systems, operator interfaces |
| IIoT and software firms | Real-time monitoring, process data visibility, connected devices, analytics |
| Integrated automation partners | Coordinated platforms linking machines, sensors, networks, and software |
When comparing automation companies, look at how well each one matches your production goals. A provider may be a leader in one area but not the best fit for your specific mix of quality, throughput, safety, and scalability needs.
Criteria for Selecting the Right Provider
Choosing the right provider starts with your actual production environment. What problems are you trying to solve? Frequent downtime, labor shortages, inconsistent output, and safety risks all point to different priorities. The best partner will align automation solutions to those needs instead of selling a one-size-fits-all package.
You should also evaluate how the automation system will support long-term performance. Can it adapt to product changes? Does it help reduce waste, improve uptime, and support cost savings over time? Those outcomes matter more than a feature list that looks impressive on paper.
Finally, think about implementation realities. Advanced systems require training, maintenance support, and technical expertise. A strong provider should help your team manage those needs while keeping the solution practical. In short, choose a partner that understands your goals, your constraints, and the level of flexibility your operation truly requires.
Conclusion
In conclusion, embracing industrial automation solutions offers manufacturers a multitude of benefits that can significantly enhance their operations. From increased productivity and improved product quality to reduced operational costs and enhanced workplace safety, the advantages are compelling. As you explore various automation technologies, consider how they can be tailored to fit your unique production needs. By adopting these innovations, you not only streamline your processes but also position your business for future growth and adaptability in an ever-evolving market. If you're ready to take the next step, reach out for a free consultation to discover how industrial automation can transform your manufacturing operations.
Frequently Asked Questions
What are the most common challenges when implementing industrial automation?
The most common challenges include high initial cost, employee training, maintenance needs, and cybersecurity risks. Businesses also need to choose the right types of automation for their production processes. A successful industrial automation project depends on matching the industrial automation system to real operating needs, not assumptions.
How do industrial automation solutions impact factory efficiency?
Automation solutions improve factory automation by speeding up repetitive work, reducing errors, and giving control systems better visibility into plant activity. That raises operational efficiency across production lines, helps limit bottlenecks, and supports more consistent output without requiring the same increase in labor.
What features should manufacturers look for in an automation system?
Look for an automation system with dependable control systems, real-time monitoring, predictive maintenance support, and scalability. Strong automation technology should also fit your workflow, handle changing production demands, and provide clear process visibility so your team can improve uptime, quality, and long-term flexibility.
You might also like


