
What Is an Example of the Industry 4.0 Revolution?
what is an example of the industry 4.0 revolution?

Key Highlights
- The fourth industrial revolution connects the manufacturing industry using the internet of things, artificial intelligence, and big data.
- Smart manufacturing links machines and people in real time for faster choices and smoother work.
- Machine learning supports predictive maintenance by spotting failure signals early.
- Connected data improves product quality and reduces downtime across production.
- Industry 4.0 also strengthens the supply chain through tracking, planning, and visibility.
- Digital tools like digital twins help you test improvements before changing the factory.
Introduction
An easy example of the Industry 4.0 revolution is a smart factory that monitors machines in real time, predicts breakdowns, and adjusts work automatically. That’s the fourth industrial revolution in action: a shift toward connected, data-driven operations where equipment and teams share information instantly. Industry 4.0 is really about digital transformation at scale—using modern tools to improve efficiency, quality, and flexibility. So what changed, and how did we get here?
The Evolution of Industrial Revolutions
Every industrial revolution reshaped work by introducing new sources of power and new advancements of industry. Early production leaned on animal power, then shifted to water power and machines, changing how goods were made and moved.
Later, the digital revolution brought computers and digital technologies into factories, which set the stage for Industry 4.0. So what is Industry 4.0 and how does it differ from previous industrial revolutions? It connects physical work to real-time data and intelligent systems, not just mechanization or basic automation.
The First Industrial Revolution: Steam and Mechanization
The first industrial revolution started around 1760, when the manufacturing process shifted from hand work and animal power to machines. Steam power and water power helped factories produce more than small workshops could manage.
On the factory floor, mechanization changed daily work. Textile manufacturing, iron, agriculture, mining, and other fields began using machines to increase output and consistency.
If you’re asking what is Industry 4.0 and how does it differ from previous industrial revolutions, this is the contrast: the first industrial revolution focused on mechanical power. It pushed early forms of mass production, but it did not include real-time connectivity, data analytics, or machine-based decision making.
The Second Industrial Revolution: Electrification and Mass Production
The second industrial revolution began around 1871 and is often called the Technological Revolution. Electrification made factories more scalable, while railroad and telegraph networks supported faster coordination across distance.
This era introduced the modern assembly line, which changed mass production by organizing work into repeatable steps. That improved speed and output, and it influenced industrial growth in places like the United States.
What is Industry 4.0 and how does it differ from previous industrial revolutions? The second industrial revolution improved power and production flow, yet machines were not “talking” to each other. Industry 4.0 adds connected systems, real time monitoring, and smarter choices driven by data.
The Third Industrial Revolution: Digital Technology and Automation
The third industrial revolution is tied to the digital revolution in the late 20th century. After the end of the second world war, computers, advanced telecommunications, and data analysis grew quickly across society.
In factories, information technology entered the shop environment through programmable logic controllers (PLCs). These tools supported automation and began structured data collection from equipment.
What is Industry 4.0 and how does it differ from previous industrial revolutions? The third industrial revolution introduced digital technologies, but Industry 4.0 goes further by connecting assets, people, and systems enterprise-wide. It also relies on data analytics and smarter, more autonomous systems that can react to changing conditions.
The Fourth Industrial Revolution: Defining Industry 4.0
The fourth industrial revolution describes today’s shift toward smart manufacturing, where the physical and digital worlds work as one. In 2011, the German government used “Industrie 4.0” for a manufacturing digitization project, and the idea expanded into broader guidance for digital transformation.
Industry 4.0 means machines can communicate, share data, and work together to create new products and services. It uses the internet of things, artificial intelligence, automation, and analytics to connect operations in real time.
What is Industry 4.0 and how does it differ from previous industrial revolutions? Earlier changes introduced power, production scale, or basic automation. Industry 4.0 adds connected intelligence—systems that sense, learn, and support decisions across the factory and beyond.
Core Principles and Pillars of Industry 4.0
Industry 4.0 is built on core principles that connect industrial work to the digital world. The goal is clear: boost efficiency, improve quality, respond faster to unpredictability, and support new business models.
Can you explain the main technologies driving Industry 4.0? They include cyber-physical systems, the industrial internet of things, artificial intelligence, machine learning, big data, automation and robotics, additive manufacturing, and digital twins. Next, you’ll see how these pillars work inside real industrial processes.
Cyber-Physical Systems in Modern Industry
Cyber-physical systems bridge physical objects and computer-based logic. In modern industrial processes, they connect what is happening on the factory floor to systems that can track, analyze, and coordinate work.
In practice, these connections often involve enterprise tools that keep operations aligned. Examples include Enterprise Resource Planning (ERP), Manufacturing Execution Systems (MES), Advanced Planning and Scheduling (APS), and Supply Chain Planning (SCP). These systems communicate with machines and with each other.
Can you explain the main technologies driving Industry 4.0? Cyber-physical systems are a key part because they make real-time monitoring and decision support possible. When you combine them with big data and analytics, you get faster insight into performance, issues, and improvement opportunities.
Internet of Things (IoT) and Connected Devices
The internet of things connects devices so they can exchange data without constant human input. In factories, iot sensors create the industrial internet of things by tracking equipment condition, performance, and product movement.
That connectivity supports real time visibility, which helps you act earlier instead of reacting after a breakdown. It also strengthens coordination across teams, suppliers, and service groups.
Can you explain the main technologies driving Industry 4.0? IoT shows up through connected devices such as:
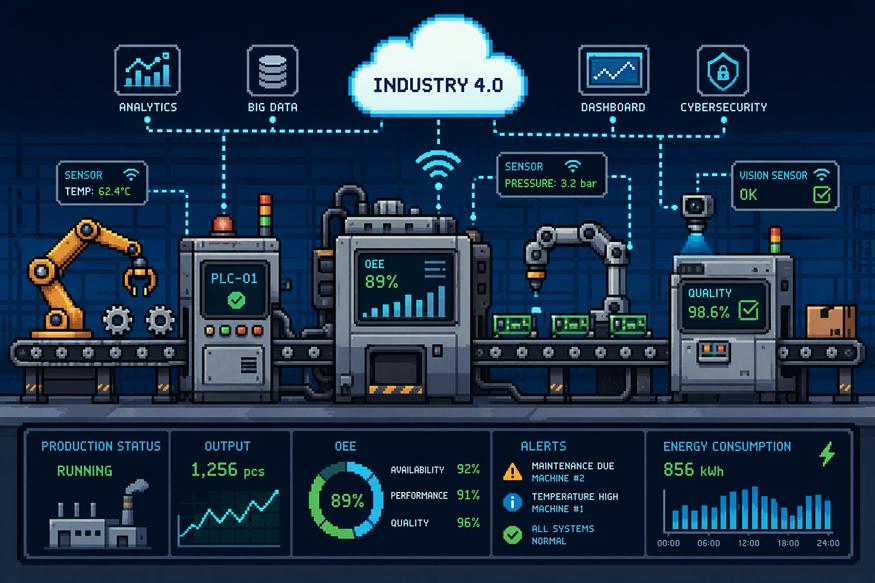
- Sensors that monitor vibration, temperature, and machine status during production.
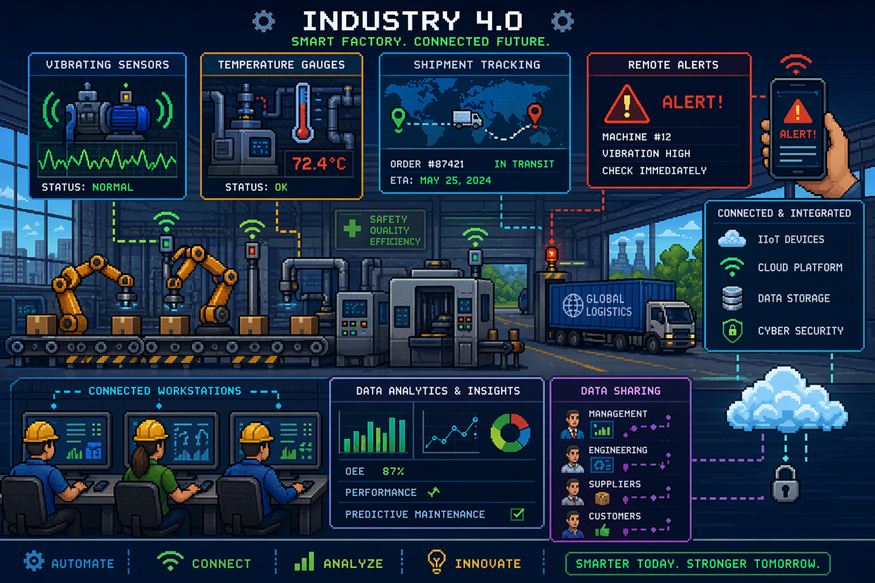
- Tracking tools that follow materials and shipments across the supply chain.
- Remote monitoring that sends alerts when conditions move outside limits.
- Data sharing that feeds analytics for quality and throughput improvements.
- Connected work cells that simplify what frontline workers see and do.
Artificial Intelligence and Machine Learning Applications
Artificial intelligence and machine learning turn industrial data into useful guidance. Instead of only showing what happened, these tools help you anticipate what could happen next and choose better actions.
A common use is predictive maintenance. By using data analysis on signals from equipment, AI can detect early warning patterns and predict failures before they cause unplanned downtime. That supports safer, steadier operations and can lower maintenance costs.
Can you explain the main technologies driving Industry 4.0? AI and machine learning also support quality control and supply chain management. For example, models can flag deviations from standards, or help forecast demand, optimize inventory, and suggest efficient transportation routes—steps that connect production health to business performance.
Big Data Analytics and Real-time Decision Making
Big data matters in the manufacturing industry because production creates constant signals—from machines, people, materials, and systems. With data analytics, you can turn those signals into insight that improves performance and reduces waste.
Real time access is the difference between “reporting” and “running the plant.” When production data is visible right away, teams can address issues faster and keep work aligned across shifts and sites.
Can you explain the main technologies driving Industry 4.0? Big data analytics supports actions like:
- Finding hidden inefficiencies by analyzing workflows and output patterns.
- Improving resource allocation and production schedules using performance trends.
- Reducing defects by spotting process drift early through continuous monitoring.
- Supporting supply chain decisions with shared data from suppliers and logistics partners.
Key Technologies Driving the Industry 4.0 Revolution
Beyond IoT and analytics, Industry 4.0 relies on new technologies that reshape how you design, run, and improve operations. Industrial automation, robotics, and additive manufacturing change how work gets done on the floor.
On the digital side, cloud computing, the digital twin, and augmented reality help teams collaborate, train, and plan with better information. Looking ahead, quantum computing is part of the future of industry because it promises much higher computing power for complex problems. Next are key examples you’ll recognize.
Industrial Automation and Advanced Robotics
Industrial automation helps the manufacturing industry improve speed and precision. Robotic arms and conveyor systems handle repetitive work quickly and accurately, reducing human error and supporting consistent output.
Advanced robotics becomes even more useful when paired with AI and machine learning. With advanced sensors and algorithms, autonomous systems can adapt to changing conditions, which matters in industries that need high accuracy, like electronics and pharmaceuticals.
Can you explain the main technologies driving Industry 4.0? Automation and advanced robotics are central because they support continuous production and smarter responses to issues. When robots and systems share data with planning tools, you can improve throughput, cut downtime, and keep production lines running with fewer disruptions.
Digital Twin Technology
A digital twin is a virtual representation that helps you understand and improve real operations. In a smart factory, it can combine data from equipment and systems so you can test changes without immediately touching the physical line.
This supports better production processes because teams can evaluate performance, identify constraints, and plan improvements with less risk. Digital twins are also described as a strong way to compound value from digital transformation initiatives.
Can you explain the main technologies driving Industry 4.0? Here’s how digital twin work connects to execution systems and virtual tools:
| Digital twin focus | What it helps you do in operations |
|---|---|
| Process simulation | Try workflow changes virtually before adjusting real production processes |
| Performance insight | Use connected data to understand output, downtime, and efficiency patterns |
| Smart factory coordination | Align equipment behavior with execution systems like MES for smoother control |
| Training and collaboration | Support planning and visualization with tools that can include virtual reality scenarios |
Additive Manufacturing and 3D Printing
Additive manufacturing, also called 3d printing, changes the manufacturing process by building items layer by layer. That makes it easier to create complex designs that traditional methods struggle to produce.
For product development, this supports rapid prototyping, which can reduce time to market and development costs. It also supports on-demand production, so you can make small batches and respond faster to changing needs.
Can you explain the main technologies driving Industry 4.0? Additive manufacturing is part of the mix because it pairs well with data-driven operations. It can reduce material waste, promote sustainability, and enable customization—practical advantages when you’re trying to create new products while keeping operations agile.
Cloud Computing and Edge Computing Solutions
Cloud computing supports Industry 4.0 by providing computing power and easier access to shared tools. Hybrid cloud is described as a core element for efficiency, security, and resiliency, especially when scaling digital transformation efforts.
Edge computing complements this by processing data closer to where it is created, which helps when you need fast response times on the factory floor. Together, cloud and edge connect what happens in the physical plant to services in the digital realm.
Can you explain the main technologies driving Industry 4.0? Cloud and edge typically enable:
- Faster data analytics by splitting work between local processing and centralized platforms.
- Secure access and governance for sensitive customer data and operational information.
- Remote monitoring and collaboration across plants and teams using shared applications.
- Scalable support for new use cases without rebuilding every system from scratch.
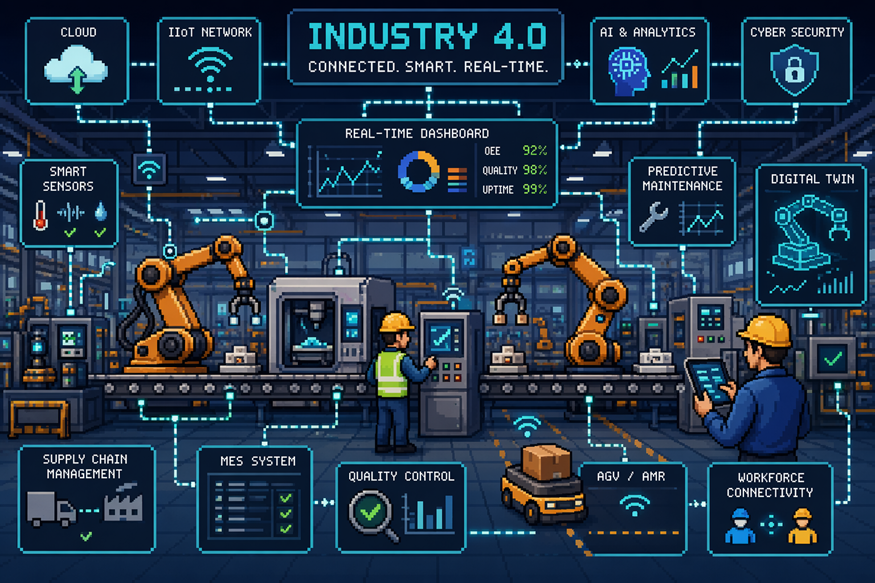
Example Applications of Industry 4.0 in Manufacturing
So how does Industry 4.0 impact the manufacturing sector specifically? It makes the manufacturing process more connected, measurable, and responsive, which can raise productivity, quality, and safety while lowering avoidable waste and downtime.
Can you provide simple examples of Industry 4.0 applications in everyday manufacturing? Think of a smart factory that uses predictive maintenance, autonomous production lines, and data-driven quality control. The next sections walk through these examples in plain terms.
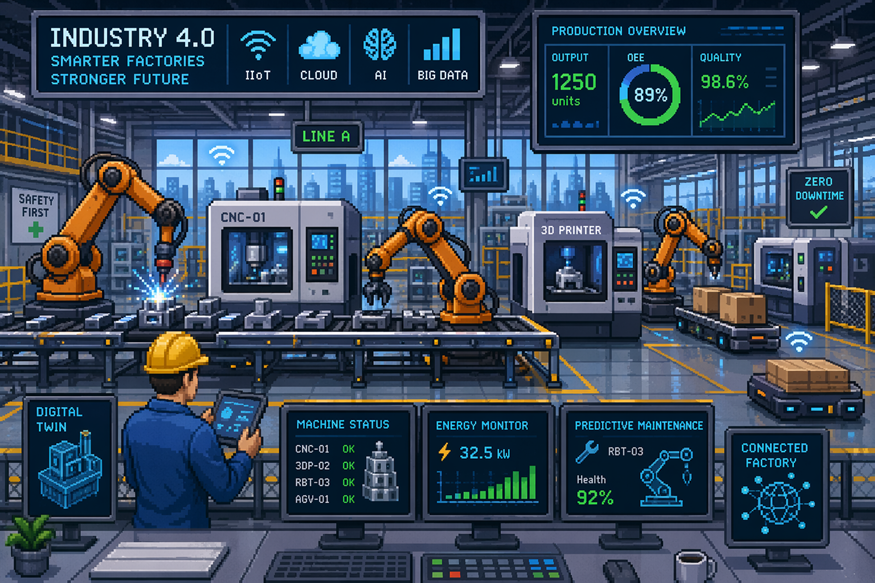
Smart Factories and Predictive Maintenance
A smart factory uses connectivity and automation so work can be monitored and improved continuously. Advanced sensors collect machine and process signals in real time, giving you visibility into what is happening right now, not just what happened yesterday.
Predictive maintenance is one of the clearest examples. Instead of waiting for equipment to fail, systems monitor patterns and detect anomalies early. AI and analytics compare real-time readings with historical data to anticipate problems.
How does Industry 4.0 impact the manufacturing sector specifically? It reduces unplanned downtime, improves safety by lowering exposure to hazardous work, and supports consistent output. Can you provide simple examples of Industry 4.0 applications in everyday manufacturing? A machine sending an alert before a bearing failure is a practical, everyday example.
Autonomous Production Lines
Autonomous systems can keep production lines running with less manual intervention. On the factory floor, connected equipment can coordinate tasks, adjust pacing, and surface issues quickly so teams can respond before delays spread.
This supports quality control because problems can be detected sooner and addressed closer to the source. Over time, these improvements can reduce lead times by limiting rework and waiting.
Can you provide simple examples of Industry 4.0 applications in everyday manufacturing? Here are a few:
- Automated alerts when process values drift outside expected ranges.
- Robots handling repetitive steps while people focus on problem-solving.
- Systems coordinating changeovers to keep output steady across shifts.
- Real-time tracking that helps supervisors rebalance work when bottlenecks form.
Real-World Case Study: Automotive Manufacturing
In automotive manufacturing, Industry 4.0 shows up as connected operations that combine automation, analytics, and coordination across multiple sites. Digital technologies can link design, planning, production, and service activities more tightly.
One practical example is using connected monitoring to reduce downtime and improve throughput on critical equipment. Another is aligning plant performance goals with real-time data so improvement efforts target what truly affects output and quality.
What are the benefits of adopting Industry 4.0 for companies? The compiled use cases point to higher productivity, better product quality, improved safety, and operational cost reductions. Can you provide simple examples of Industry 4.0 applications in everyday manufacturing? Automotive programs also benefit when supply chain management gains visibility and faster response to changing demand.
Supply Chain Optimization with Industry 4.0
Industry 4.0 improves the supply chain by making it more visible, agile, and data-driven. With tracking and analytics, you can see where materials are, spot risks sooner, and respond faster when conditions change.
This is also a digital transformation story because it links production and logistics instead of treating them as separate worlds. Systems like enterprise resource planning can connect demand, procurement, and shop activity so decisions match reality.
How does Industry 4.0 impact the manufacturing sector specifically, and what are the benefits of adopting Industry 4.0 for companies? Common supply chain gains include:
- Real-time tracking that improves delivery reliability and customer satisfaction.
- Better inventory management that reduces inventory costs and shortages.
- Data-driven demand forecasting that supports smarter production planning.
- Logistics optimization that lowers lead times and improves overall performance.
Challenges and Workforce Considerations for Industry 4.0
Industry 4.0 can deliver big gains, but the adoption of industry changes is not effortless. Common challenges include cybersecurity risks, job disruption concerns tied to automation, and the complexity of scaling digital transformation across plants and partners.
You also need the workforce to grow with the tools. What skills are required for the workforce in Industry 4.0 environments? The next sections cover the practical capabilities teams need, along with barriers you may face while implementing new technologies.
Skills Needed for the Industry 4.0 Workforce
A successful Industry 4.0 shift depends on people as much as platforms. Your workforce needs to operate confidently in a digital world where equipment, systems, and data are connected across functions.
This does not only mean technical roles. It also means understanding how information flows through business processes, how decisions affect quality and output, and how faster responses improve customer satisfaction.
What skills are required for the workforce in Industry 4.0 environments? Common needs include:
- Comfort with information technology tools used for monitoring, reporting, and collaboration.
- Ability to interpret data trends and support continuous improvement discussions.
- Readiness to work alongside automation and connected work cells on the floor.
- Basic awareness of cybersecurity habits in daily operations.
- Openness to retraining and upskilling as roles change with new systems.
Barriers to Implementation and Digital Transformation
Digital transformation can stall when companies try to adopt new technologies without a clear operational purpose. The compiled guidance stresses starting with a business need, then applying the right technology, instead of installing tools and hoping value appears.
Other barriers show up when organizations struggle to scale beyond pilots. Connecting machines and people in real time across an enterprise requires coordination, data governance, and alignment across plants and teams.
What challenges might organizations face when implementing Industry 4.0, and what are the benefits of adopting Industry 4.0 for companies? The payoff can be strong—productivity, quality, safety, and cost improvements—but barriers include change management, integration complexity, and uncertainty about which business models to prioritize as capabilities expand.
Addressing Cybersecurity and Data Privacy Risks
When devices and systems are interconnected, cybersecurity becomes a primary concern. Advanced sensors, connected machines, and cloud platforms widen the attack surface, so protecting operations has to be part of the plan from day one.
Data privacy also matters because customer data and operational data may travel across platforms and partners. Responsible use requires safeguards that protect access, support transparency, and reduce misuse risks in the digital realm.
What challenges might organizations face when implementing Industry 4.0? Key security needs often include:
- Robust encryption and proactive defenses for networked systems.
- AI-driven threat detection to identify unusual activity early.
- Clear access controls and monitoring for sensitive customer data.
- Ongoing training so teams recognize risks tied to connected tools.
Conclusion
In conclusion, the Industry 4.0 revolution is reshaping the landscape of manufacturing and beyond, driven by an array of advanced technologies such as IoT, AI, and big data analytics. As we’ve explored, the transformation towards smart factories and autonomous production lines presents exciting opportunities for efficiency and innovation. However, embracing this change also brings challenges, particularly in workforce readiness and cybersecurity. By understanding the core principles and applications of Industry 4.0, businesses can position themselves to thrive in this new era. If you’re ready to take the next step in your digital transformation journey, don’t hesitate to reach out for a free consultation to discuss how Industry 4.0 can benefit your organization.
Frequently Asked Questions
How is Industry 4.0 different from previous industrial revolutions?
Industry 4.0 differs from earlier phases of the industrial revolution because it connects machines, people, and systems in real time. The first industrial revolution brought mechanization, while the digital revolution introduced computing and automation. The fourth industrial revolution adds intelligent, connected decision-making across operations.
Can small and medium businesses benefit from Industry 4.0?
Yes. A small business can benefit by starting with targeted smart manufacturing use cases like monitoring key equipment or improving supply chain visibility. The adoption of industry tools can support new business models over time, especially when you focus on efficiency, quality, and responsiveness instead of trying to implement everything at once.
What are common misconceptions about Industry 4.0?
A common misconception is that Industry 4.0 is only about artificial intelligence or replacing people. Another is that it’s just faster mass production. In reality, it’s digital transformation using new technologies to connect data, improve quality, reduce downtime, and strengthen how the manufacturing industry operates end to end.
You might also like


