Industry 4.0 Technologies Meaning

Key Highlights
- Industry 4.0 refers to the fourth industrial revolution in modern industrial operations.
- It uses the internet of things to connect machines, people, and systems in real time.
- Machine learning and data analytics help companies predict failures and improve decisions.
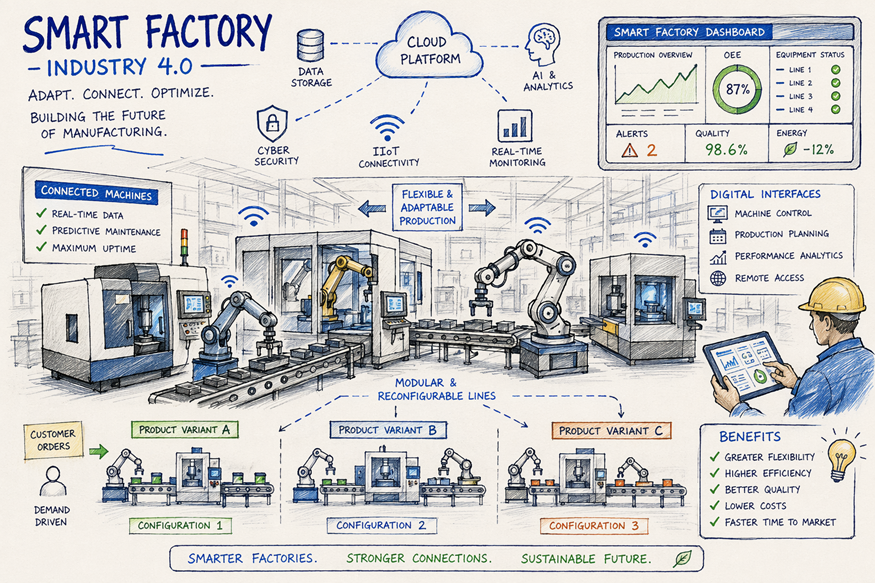
- This digital transformation supports smarter production processes and more flexible manufacturing.
- Common tools include automation, cloud computing, additive manufacturing, and digital twin systems.
- Businesses gain better quality, efficiency, collaboration, and supply chain visibility.
Introduction
Every industrial revolution has changed how goods are made, but today’s shift feels faster and more connected. Industry 4.0 technologies meaning goes beyond machines alone. It is about using digital transformation to improve production processes, link equipment with data, and help teams act in real time. If you want to understand why factories, supply chains, and industrial operations are changing, this topic gives you a clear starting point and shows what this new phase of manufacturing really involves.
Understanding the Meaning of Industry 4.0 Technologies
In simple terms, Industry 4.0 means using connected digital tools to make industrial work smarter, faster, and easier to manage. It is widely known as the fourth industrial revolution, and it builds on the digital revolution that brought computers and automation into factories.
Today, new technologies such as connected machines, analytics, and intelligent systems help companies improve quality, reduce downtime, and respond faster to change. To understand it better, it helps to break the idea into a simple definition and a few core principles.
Defining Industry 4.0 in Simple Terms
Think of Industry 4.0 as the stage of the industrial revolution where machines, software, and people work together through connected digital systems. Instead of running equipment in isolation, companies link assets, workers, and information so industrial operations can be monitored and improved in real time.
This is why Industry 4.0 is called the fourth industrial revolution. It moves beyond basic automation and adds communication between systems, stronger visibility, and smarter decisions based on live data. The goal is not just to replace manual work, but to make operations more responsive and efficient.
The term is closely tied to Klaus Schwab, the executive chairman of the World Economic Forum. In everyday language, Industry 4.0 means using connected technology to digitally transform how factories and other industrial businesses operate.
Key Principles and Concepts Behind Industry 4.0
At its core, Industry 4.0 is about digital transformation across the whole manufacturing environment. Machines, workers, and software stay connected so information moves quickly and supports better action. That stronger data flow helps companies shift from reactive decisions to planned, informed improvements.
In smart manufacturing, systems do more than collect numbers. They help teams understand performance, spot issues early, and adjust faster when conditions change. Some operations even use autonomous systems to handle tasks with less human intervention.
Key ideas include:
- Connected systems that support steady data flow across equipment and teams
- Data analytics that turn raw information into practical decisions
- Smart manufacturing methods that improve flexibility and output
- Autonomous systems that support faster, more consistent operations
These principles explain why Industry 4.0 matters. Next, it helps to place it within the broader history of industrial change.
The Evolution of Industrial Revolutions
Industry 4.0 did not appear out of nowhere. It grew from earlier stages of the industrial revolution, each one changing how people produced goods and organized work. From steam-powered machinery to electronics and computing, every phase added a new layer of capability.
What makes the fourth industrial revolution stand out is its deep connectivity. Earlier eras introduced machines, mass production, and later the digital revolution. Industry 4.0 connects those advances into intelligent, data-driven systems. A quick look at the first three revolutions makes that difference much clearer.
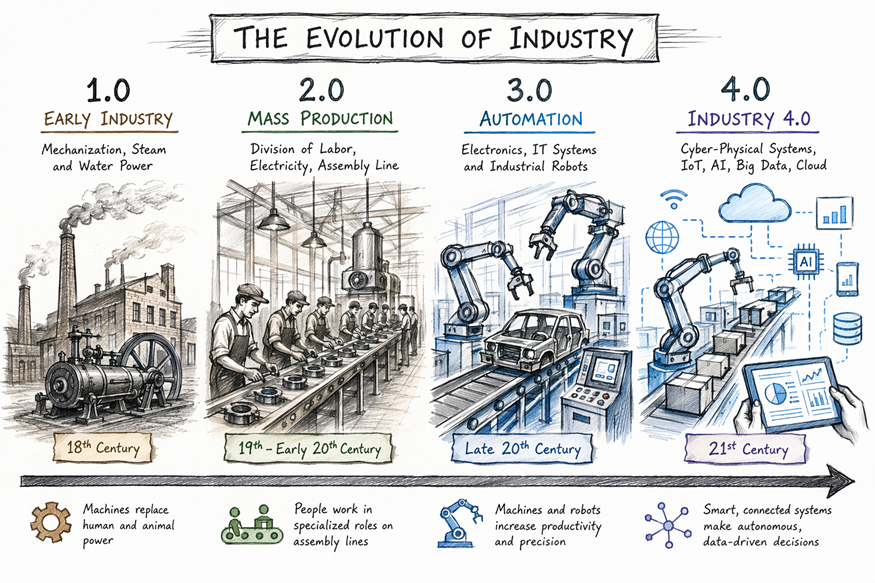
Overview of the First Three Industrial Revolutions
The first three industrial shifts each changed the manufacturing industry in a major way. They moved production from hand-based work to machine-based work, then to faster factory systems, and later to computerized control. Each phase prepared the ground for what came next.
Here is a simple text table showing the progression:
| Revolution | Main shift | Key features |
|---|---|---|
| First industrial revolution | From hand production to machine power | Steam power, water power, textile manufacturing, iron, agriculture, mining |
| Second industrial revolution | Factory expansion and speed | Railroads, telegraph networks, modern production line, mass production, some automation |
| Third industrial revolution | Digital control begins | Computers, telecommunications, information technology, programmable logic controllers, early data collection |
By the third industrial revolution, factories were already using electronics and information technology to automate parts of the manufacturing process. Industry 4.0 builds on that foundation by connecting these systems more deeply and using live data more effectively.
How Industry 4.0 Differs from Previous Phases
Earlier industrial phases focused on mechanization, scale, or basic digitization. Industry 4.0 goes further by connecting machines, software, and people across the factory and supply chain. This creates a broader digital transformation, not just isolated automation.
A big difference is the role of industrial IoT. With connected devices and sensors, companies can improve data collection from equipment, production lines, and operations across sites. That visibility supports quicker decisions and stronger coordination than earlier factory systems could offer.
Another major shift is flexibility. Industry 4.0 supports flexible manufacturing, digital platforms, and more agile responses to market changes. Instead of relying only on fixed processes, businesses can adjust schedules, monitor assets remotely, and use shared data to improve performance. That sets the stage for the technologies driving this model.
Core Technologies Driving Industry 4.0
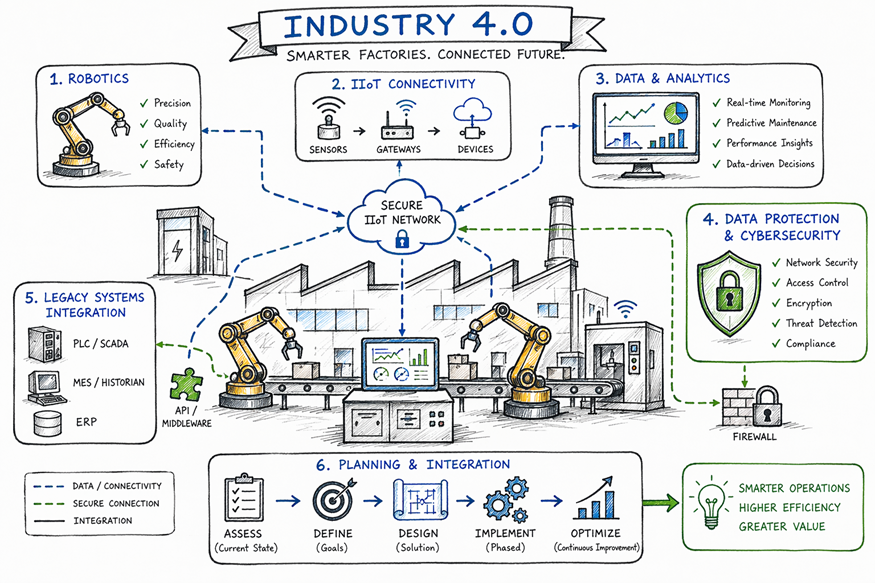
Industry 4.0 depends on several connected tools working together rather than one single system. The most important technologies include the internet of things, machine learning, artificial intelligence, big data, and cloud computing. These tools help companies collect, share, and act on information faster.
They also support automation, predictive maintenance, and smarter planning across industrial operations. Some technologies connect physical assets, while others analyze patterns or store information securely. Two of the most important building blocks are the Industrial Internet of Things and AI-driven applications.
Industrial Internet of Things (IIoT)
The Industrial Internet of Things (IIoT) represents a significant leap forward in the fourth industrial revolution. By integrating smart devices and IoT sensors into manufacturing processes, companies can capture real-time data analytics that enhance operational efficiency. This technology enables predictive maintenance, helping to prevent unplanned downtime and improve equipment performance. As a result, businesses experience streamlined supply chains and increased product quality. IIoT fosters a digital transformation, paving the way for smart factories and more responsive production lines in the future of industry.
Artificial Intelligence and Machine Learning Applications
Artificial intelligence and machine learning help companies make sense of complex manufacturing data. These technologies can detect patterns, identify risk signals, and support faster decisions than manual review alone. That makes them valuable across production, service, and maintenance tasks.
In real time, AI systems can highlight unusual behavior in equipment and help teams act before small issues grow into major stoppages. Machine learning also improves predictive maintenance by building better models from past and current data. This reduces unplanned downtime and supports stronger equipment performance.
Common applications include:
- Detecting failure signals from connected assets
- Improving predictive maintenance decisions with data analytics
- Supporting real-time monitoring and faster operational responses
When AI and machine learning work with IIoT and cloud tools, Industry 4.0 becomes far more practical and scalable.
Impact of Industry 4.0 on Manufacturing Processes
Industry 4.0 changes manufacturing processes by making them more connected, visible, and responsive. Automation handles repetitive work, while linked systems provide better oversight of production lines and equipment status. This helps businesses spot issues faster and reduce avoidable delays.
In a smart factory, data analysis supports decisions that once depended on guesswork or delayed reporting. Teams can monitor quality, track output, and improve coordination across the floor. To see how this works in practice, it helps to look at smart factories and data-driven decision-making more closely.
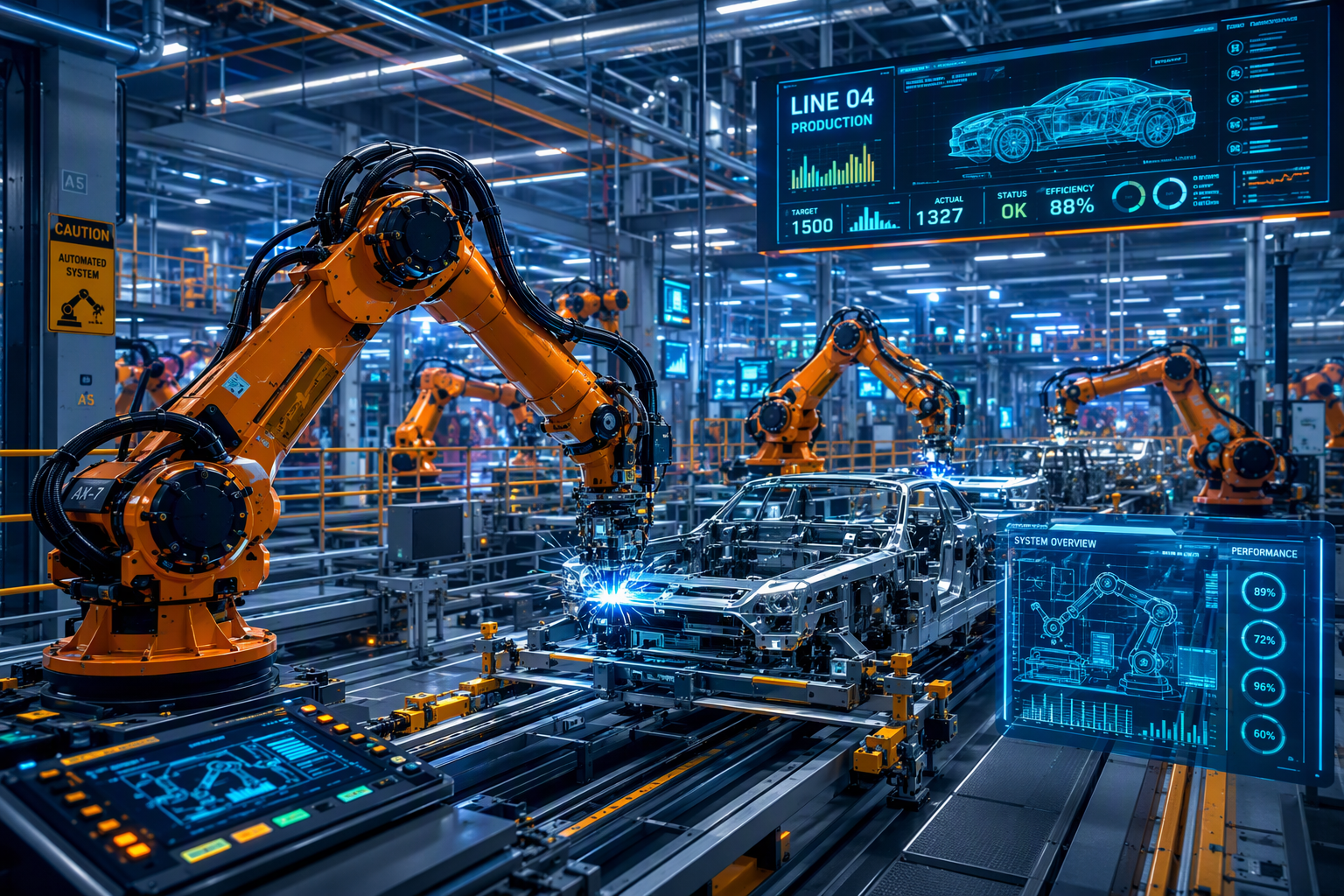
Smart Factories and Automated Production Lines
Smart factories use connected systems, automation, and analytics to manage work with more speed and control. Unlike traditional setups, they rely on live information from equipment and software to keep operations aligned. This allows businesses to respond more quickly when conditions shift.
Automated production lines are a key part of that model. A modern production line can use connected tools to improve consistency, reduce manual checks, and support a higher degree of automation. Digital twin technology also helps by letting teams model and optimize processes virtually before making physical changes.
Key features often include:
- Smart factories that connect equipment, workers, and data
- Automated production lines that reduce repetitive manual tasks
- Digital twin tools that test process improvements in advance
These capabilities make production more agile while supporting better output and lower disruption.
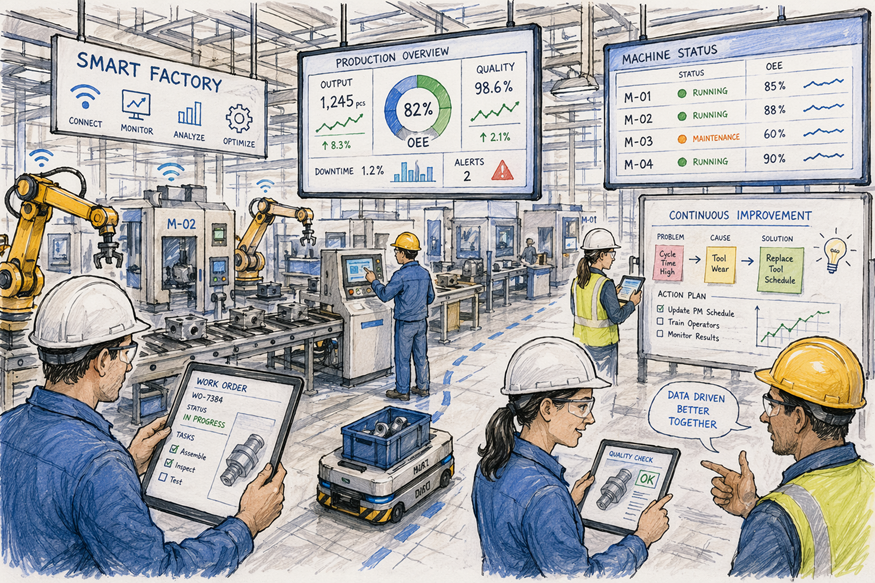
Data-Driven Decision Making in Manufacturing
Better decisions are one of the biggest results of Industry 4.0. Instead of waiting for end-of-shift reports or isolated updates, teams can use data analytics and data analysis to understand what is happening across operations as it happens.
Real-time information makes it easier to improve scheduling, monitor asset health, and find hidden inefficiencies. Big data from machines, lines, and plants can reveal patterns that were once missed. This also supports efficient collaboration because everyone works from the same, current information.
Data-driven manufacturing often improves:
- Real-time visibility into performance and process changes
- Big data analysis for identifying trends and bottlenecks
- Efficient collaboration across teams and facilities
When decisions are based on current facts instead of assumptions, manufacturers can move faster and with more confidence.
Business Benefits of Embracing Industry 4.0
Adopting Industry 4.0 can improve far more than factory output. It can strengthen business processes, support digital transformation, and give leaders clearer visibility into where time, labor, and materials are being used. That helps companies make smarter choices across the organization.
The payoff often shows up in better operational efficiency, stronger resource allocation, and more consistent customer satisfaction. Businesses can also reduce downtime, improve quality, and respond faster to change. Two of the most important benefits are higher productivity and better product customization.
Enhanced Productivity and Operational Efficiency
For many companies, the first clear benefit of Industry 4.0 is stronger productivity. Automated tasks, connected assets, and better monitoring reduce wasted motion and help teams focus on higher-value work. This leads to smoother operations and more consistent output.
Operational efficiency also improves when businesses can track equipment performance in real time. Predictive maintenance helps prevent failures before they stop production, which reduces unplanned downtime. With fewer disruptions, factories can keep schedules on track and use resources more effectively.
Cloud computing adds another advantage by making data and applications easier to access across teams and locations. That supports better coordination, faster analysis, and a more connected approach to operations. Together, these gains help businesses run leaner while improving the performance of both assets and workforce.
Improved Product Quality and Customization
Industry 4.0 also helps companies raise product quality. Connected systems and sensors make it easier to monitor conditions during production, which reduces errors and improves consistency. This creates stronger quality control without depending only on manual inspection.
At the same time, data analytics helps identify where defects begin and which process changes can improve results. Instead of reacting after problems spread, manufacturers can spot patterns earlier and adjust operations with more confidence. That leads to better output and less waste.
Customization is another major advantage. Flexible manufacturing allows businesses to respond to different customer needs without losing efficiency. As demand changes, connected production systems can support quicker adjustments, helping companies deliver more tailored products while protecting quality and speed.
Real-World Applications and Use Cases of Industry 4.0
Industry 4.0 is not just a factory theory. In the real world, companies already use connected systems to improve design, maintenance, logistics, and production. Tools such as additive manufacturing, digital platforms, and asset monitoring support faster decisions and better performance.
These ideas also extend beyond plants into areas linked with smart cities, transportation, and service operations. Businesses use them to create new products, improve visibility, and react faster to demand. Looking at sector examples and practical case studies makes these uses easier to picture.
Examples From Automotive, Healthcare, and Logistics
Industry 4.0 is being used across many sectors, not only in one type of factory. In automotive settings, connected production systems, automation, and digital tools help improve output, consistency, and responsiveness. These same technologies also support developments tied to autonomous vehicles.
In healthcare-related manufacturing and operations, digital systems improve visibility, product tracking, and process control. Better monitoring and connected data can support safer, more reliable production environments, especially where quality and traceability matter.
Logistics is another strong example. Real-time tracking, AI analytics, and connected assets improve supply chain visibility and help reduce delays. Businesses can coordinate inventory, transportation, and field activity with more accuracy. Across automotive, healthcare, and logistics, the common pattern is clear: better data leads to faster action and more reliable performance.
Case Studies Illustrating Industry 4.0 in Action
A useful way to understand Industry 4.0 is to look at common use cases. One example is predictive maintenance. By combining sensors, analytics, and connected systems, manufacturers can identify equipment issues before failure happens. This cuts downtime and improves asset life.
Another example is the smart factory approach. Businesses use new technologies to monitor lines, compare plant performance, and find hidden inefficiencies. Some also use digital twin tools to test process changes virtually before making updates on the shop floor.
Field service is also improving through connected asset monitoring. Teams can track equipment remotely, receive alerts based on abnormal conditions, and act faster with better information. These examples show Industry 4.0 in action: connected tools, quicker insight, and practical improvements across operations.
Conclusion
In conclusion, Industry 4.0 technologies represent a significant leap forward in the manufacturing world, driven by innovation and interconnectedness. By understanding the core principles and embracing technologies like the Industrial Internet of Things, artificial intelligence, and smart automation, businesses can enhance their productivity and operational efficiency. This evolution not only streamlines production processes but also improves product quality and customization, setting a new standard for the industry. As we move further into this digital age, it’s essential to stay informed and adaptable. If you're eager to dive deeper into Industry 4.0 and explore how it can transform your business, don’t hesitate to reach out for a free consultation!
Frequently Asked Questions
What is the difference between Industry 4.0 and Industry 5.0?
Industry 4.0 focuses on digital transformation through connected systems, automation, and data-driven operations. Industry 5.0 points to the future of industry, where advanced technology is expected to work even more closely with people. In short, Industry 4.0 emphasizes connectivity, while Industry 5.0 suggests a more human-centered next step.
What challenges do companies face when implementing Industry 4.0?
Industry 4.0 implementation can bring challenges around connecting old and new systems, managing change across production lines, and protecting sensitive data. Companies also need clear goals so technology supports business needs rather than adding complexity. Success depends on careful planning, strong security, and practical rollout steps.
Where can beginners learn more about Industry 4.0 technologies?
Beginners can learn about Industry 4.0 through trusted digital platforms, technology providers, and research linked to the World Economic Forum. Good starting points include practical guides on new technologies, smart manufacturing, and digital transformation. Look for resources that explain core tools like IIoT, AI, cloud systems, and digital twin applications.
You might also like